Fastener FAQs
What are the pros and cons of selecting a fastener with a fine vs. a coarse thread?
Fine threads are easier to tap into harder materials and thin-walled structures. They have bigger tensile stress areas which can make them more resistant to tension than coarse threads. Finer threads also have greater minor diameters, providing higher shear strength.
Coarse threads are recommended for more brittle materials and are less likely than fine threads to cross-thread. Coarse threads are better suited for thicker coatings and plating and last longer without thread adjustments needing to be made. Coarse threads are also more tolerant of harsher work environments and disassemble quickly and easily.
What does "Thread class" refer to?
Thread classes are used to determine what type of thread is best for a particular application. Other considerations include thread form and thread series.
For unified inch threads, there are 3 thread classes describing external threads (1A, 2A, and 3A) and three for internal threads (1B, 2B, and 3B). All of these are “clearance fits” which indicates that they are assembled without interference.
Generally speaking, the higher the thread class, the tighter the fit between mating threads. For example, an assembly that mates class 1A and 1B threads will have a looser fit than an assembly that uses class 3A and 3B threads.
Classes 1A and 1B are used least often but are suited for applications that require quick assembly and disassembly. 2A and 2B are the classes used most often due to their cost, consistent performance, and ease at which they can be manufactured. Classes 3A and 3B are used when safety, strength, and extremely close tolerances are necessary. This makes them ideal for socket set screws and similar applications.
How can I avoid issues with separating or loosening parts?
This problem is often due to thread “galling” or seizing, which happens when the surfaces of mated parts are more abrasive. Galling only occurs with metal fasteners and is more likely when external threading is cut as opposed to rolled because when thread cutting is used, the machining process creates a rougher surface. Surface oxidation may also lead to galling when particular materials are used. Galling refers to when parts are joined and small particles break free from the surface and lodge between the connected parts which results in the parts sticking together. Thread galling can become so severe that the mating parts completely seize up, making it virtually impossible to disconnect them.
Galling should be considered when fasteners are designed and can be avoided by producing mating parts of different material compositions and hardnesses. Lubricants can also be added to the threads to avoid galling as well.
What is the best Stainless Steel or Stainless process to prevent corrosion?
Stainless 303 is a free-machining austenitic stainless material that is not as resistant to rust as other material grades. This is due to chemical additives used during the free machining process which attract corrosion. 303 stainless also requires different bath chemistry than other grades to achieve passivation. Types 302, 304, and 316, are also austenitic and are more highly recommended for marine applications and other saline environments. Choosing a smooth surface finish, ensuring thorough cleaning of that finish, and adding passivation treatments may also be recommended to achieve optimal corrosion resistance. Passivation is when parts are submerged in a 30% nitric acid solution, removing iron contamination from the surface which could potentially lead to rusting.
How do I calculate shank length with countersinks?
If you wanted to figure out the shank length knowing the countersink will be 82 degrees, first we would assume you're countersinking to around 1/2 panel thickness (the recommended depth). Panel thickness in the below drawing is labeled (T).
Once this information is collected, we would apply the below formula:
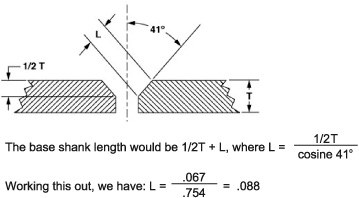
- 10 GA = .1345 Nominal thickness (T)
- Shank length is therefore: .067 + .088 which yields .155. To ensure that the shank is flush to under-flush, reduce the .155 by .010, resulting in .145. You would use this information to select the appropriate part.
Looking for More Fastener Resources?
Visit our resource center to find educational content like design guides, white papers, case studies, webinars, and more.